Application of Portable EDM in the Processing of Oil Hole at Wind Brake Caliper
1. Part Analysis
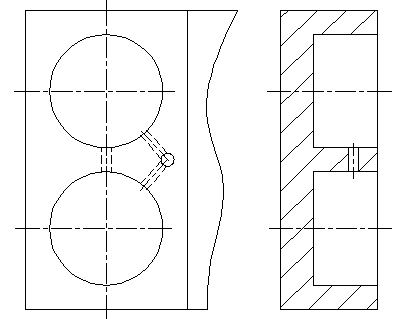
For the wind power caliper parts that are processed for the customer, we need to drill a Ø2.5 oil hole or two Y-shaped through holes between the side-by-side counterbore walls to connect with the outside. As shown in Fig. 1, this part is similar to blind holes and blind grooves on the inner wall of the bushing type parts. Because the position of the holes is special, it cannot be processed on a general drilling or milling machine.
Fig.1
The commonly used method for processing the inner wall blind hole is drill a process hole at the corresponding position in advance. Then use the drilling machine or the milling machine to process the blind hole. Finally block the process hole. However, this method is suitable when there isn’t high requirements about the structural performance and dimension. If strictly required, special tooling must be used to change the processing direction of the drill. The production and installation of such a power adapter requires a lot of effort. If the hole to be machined is small, the drill bit is easily broken in the hole. If the outer wall diameter of the hole is small, the general tooling cannot enter. Purchasing or making smaller tooling increases the cost.
2. Tooling design
In order to solve the above problems, our company has designed a processing device suitable for portable EDM machines, which can easily punch holes in the inner wall of parts without large processing equipment.
In general, the EDM drilling equipment can only perform vertical machining movements. If you want to punch holes in the inner wall, you need to design a simple adapter to change the position of the electrode so that the electrode can enter the hole and discharge on the inner wall. Figure 2 shows the outline structure of the adapter. 1 is the main body. 2 is a fastening screw. The main body is drilled with a coolant through hole to introduce the cooling liquid into the inside of the hole; the threaded part is installed with the water pipe connecting sleeve; the small hole at the main body head can be processed into different sizes to use the electrodes of different diameters; the cylinder on the upper part of the main body can be installed in the drill chuck to change the position of the electrode and the main shaft.
Fig. 2
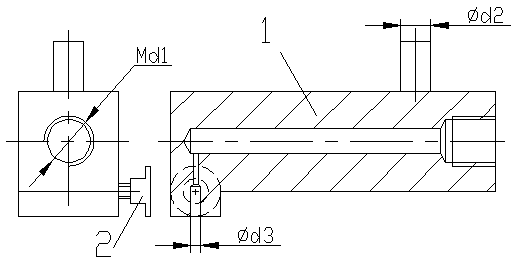
1. Main Body 2.Fastening Screw
To be continued……
Post time: 10-23-2019