Application of Portable EDM in the Processing of Oil Hole at Wind Brake Caliper(2)
3. Machine connection and processing
Figure 3 shows the tooling connection diagram of the portable EDM machine. The servo line controls the spindle of the machine head to move up and down; the high-frequency negative line is connected to the machine head, and the high-frequency positive line is connected to the workpiece to form a processing circuit; the outlet pipe is connected to the adapter and the inlet pipe is connected to the tank to supply the cutting fluid; the bracket makes the machine head adjustable at any direction and position; the magnetic base can be attached to the outer wall of the workpiece for processing in a variety of complex locations. Therefore, the device can be applied where general processing conditions are not available.
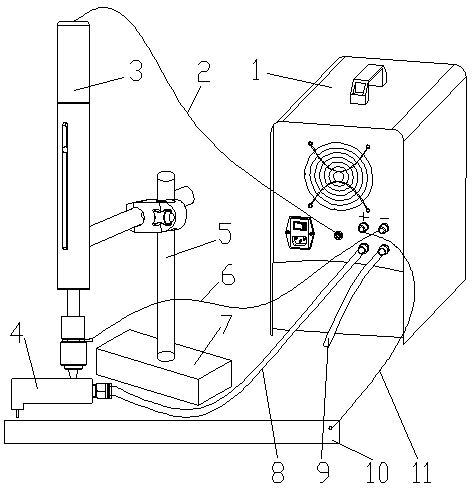
Fig.3
1.Main unit 2. Servo line 3. Head 4. Adapter 5. Bracket 6. High frequency negative line
7. Magnetic base 8. Outlet pipe 9. Inlet pipe 10. Workpiece 11. High frequency positive line
Figure 4 is a schematic view of the processing of the part. Before processing, the adapter is mounted on the drill chuck of the spindle. The connecting sleeve and the water pipe are installed on the right side. One electrode is mounted on the head of the clamp. Due to the adapter, the electrode can enter into the counterbore easily to process. The electrode replaces the drill bit and the adapter replaces the power steering device. The tooling volume is small and can move freely in the counterbore. The electrode won’t be broken accidentally due to the shaking of machine head and workpiece. It is only necessary to adjust the position of the electrodes and parts during machining. And then punch holes on the inner wall to the required size via the up and down movement of the spindle. The coolant such as water can flow into the hole through the water-passing hole inside the adapter to carry away the debris. Under normal processing conditions, the steel with diameter Ø2.5 and wall thickness 10 mm can be penetrated for 10 minutes.
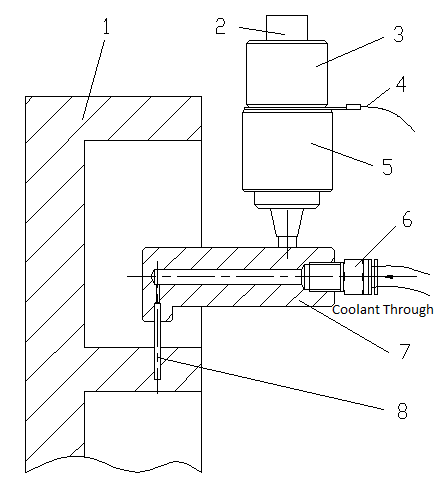
Fig.4
1. Workpiece 2. Head spindle 3. Insulation sleeve 4. High frequency negative line
5. Drill chuck 6. Water pipe connection sleeve 7. Adapter 8. Electrode
4. Processing efficiency and precautions
In the past workpiece processing, we gradually concluded that the factors affecting the efficiency of EDM are electrode cross section, current, processing material, sewage discharge rate, oxide layer and so on.
The following table shows the experimental data of processing 45# steel with solid electrode under normal clean water flow condition:
|
Electrode Diameter/mm |
Punching Depth/mm |
Current/A |
Time/min |
Electrode Loss/mm |
|
1 |
20 |
2~3 |
24 |
37 |
|
2 |
20 |
3~4 |
23 |
14 |
|
3 |
20 |
3~4 |
20 |
10 |
|
4 |
20 |
3~4 |
36 |
5.6 |
|
5 |
20 |
3~4 |
40 |
6 |
|
6 |
20 |
3~4 |
70 |
9 |
Table 1
When the diameter of the electrode is too small, the debris are difficult to be discharged from the hole, the electrode loss is increased, and the processing efficiency is low; as the electrode diameter is increased, the debris discharge effect is improved, the electrode loss is moderate, and the processing efficiency is improved; when the electrode diameter is increased again, the electrical discharge effect is impaired. Although the electrode loss is reduced, the processing efficiency is lowered. Generally, large current will increase the consumption of the electrode. The oxide layer and debris on the surface of the workpiece will weaken the electrical discharge effect. Therefore, in the actual processing, the preparation before processing is performed. Different parameters are selected for different processing conditions to achieve the best effect.
Pay attention to the following during the application process:
(1) The length of the adapter and the size of the electrode hole can be determined according to the processing needs.
(2) The material of the adapter should be aluminum and other materials with low density, which reduce the clamping weight of the machine head and maintain the flexibility.
(3) The electrode should be brass or other materials with good electrical conductivity.
(4) With the hollow water-passing electrode, it is convenient to introduce the coolant into the processing hole to take away debris.
(5) Use a coolant such as high-pressure water to increase the strength and speed of the debris discharge.
(6) The cross-sectional shape of the electrode can be changed to process blind or through holes of different shapes.
5. Summary
The application of EDM to machining parts similar to punching holes in the bushing has achieved very good results. The device is not only simple and inexpensive, but also applicable to general hole processing and removal of broken tools in the workpiece. The processing method and application are widely used.
Post time: 11-01-2019